The Shrink Tunnel Technology For Faster And Reliable Packaging

Packaging equipment continues to evolve as manufacturers look for faster, safer, and more efficient production methods. Heat-shrink packaging systems are widely used across industries because they help secure products while improving overall package appearance. A modern shrink tunnel plays a critical role in this process by applying controlled heat that shrinks the film tightly around products. These systems are commonly used in food packaging, pharmaceuticals, cosmetics, electronics, and industrial manufacturing environments.
What Is a Shrink Tunnel?
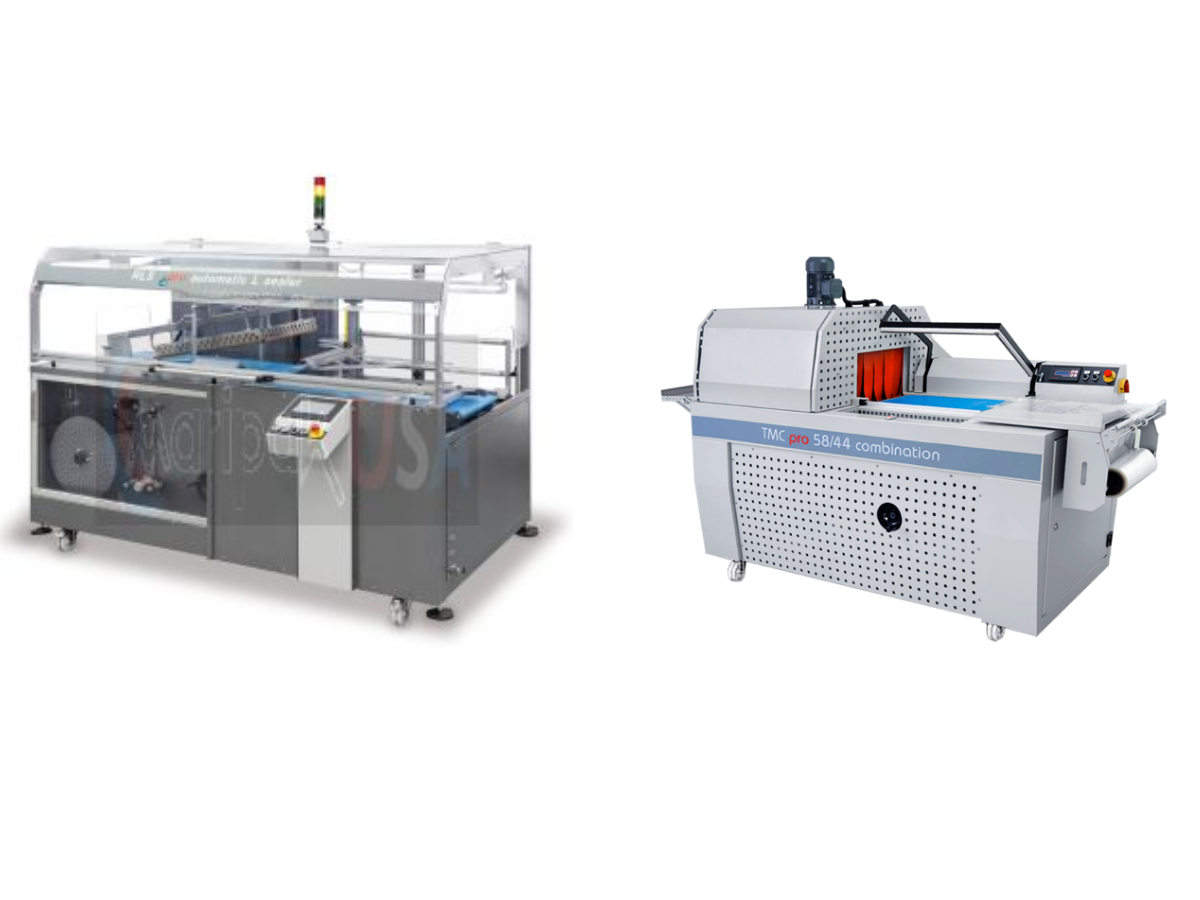
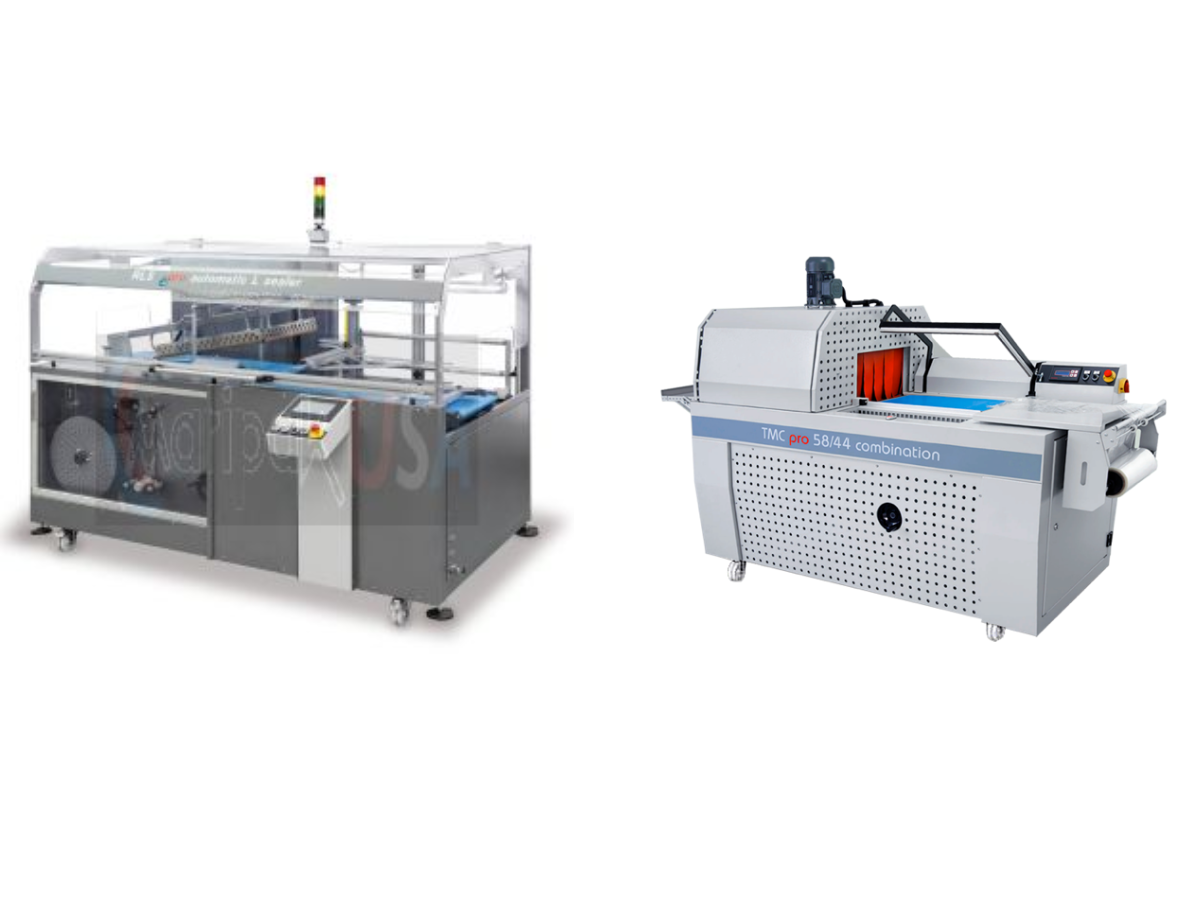
A shrink tunnel is a packaging machine that uses controlled heat circulation to shrink plastic film around products after sealing. Products move through the tunnel on a conveyor while heated air evenly tightens the shrink film around the item. This process creates secure packaging that improves product stability, tamper resistance, and presentation. Shrink tunnels are available in various sizes and configurations depending on production requirements.
Importance of Heat Distribution
Even heat distribution is essential for producing clean and professional shrink packaging results. Uneven temperatures may cause wrinkles, weak seals, or damaged packaging materials. Modern packaging systems are designed to maintain consistent airflow and temperature control throughout the heating chamber. Businesses using a reliable shrink tunnel often achieve better packaging quality while reducing film waste and packaging inconsistencies during high-volume production operations.
Industries That Use Shrink Tunnels
Shrink tunnels are widely used in industries that require secure and visually appealing packaging solutions. Food and beverage companies commonly package bottles, containers, and boxed products using shrink systems. Pharmaceutical manufacturers also use shrink packaging for tamper protection and product stability. Retail, cosmetics, and electronics industries frequently rely on shrink packaging equipment to improve product presentation and transportation durability.
Benefits of Automated Packaging Systems
Automated shrink packaging systems help manufacturers improve operational efficiency and reduce manual labor requirements. High-speed packaging lines can process large volumes of products with greater consistency compared to manual wrapping methods. Automation also improves production speed while helping businesses maintain uniform packaging standards across different product sizes and packaging formats. This efficiency is especially valuable in large-scale manufacturing environments.
Compatibility With Different Shrink Films
Shrink tunnels can operate with different types of shrink films depending on packaging needs. Polyolefin, PVC, and polyethylene films are among the most commonly used materials in shrink packaging applications. Film selection often depends on factors such as product shape, durability requirements, and packaging appearance. Many manufacturers choose films that provide strong seals, clear visibility, and reliable shrink performance during heating processes.
Energy Efficiency in Modern Packaging Equipment
Modern shrink packaging systems are increasingly designed with energy efficiency features to reduce operating costs. Adjustable temperature settings, insulated tunnel chambers, and optimized airflow systems help improve performance while lowering energy consumption. Manufacturers often evaluate both packaging speed and energy efficiency when selecting equipment for long-term production use. Efficient systems may also help reduce maintenance demands and operational downtime.
Choosing the Right Packaging Equipment
Selecting suitable packaging machinery depends on production volume, product dimensions, available workspace, and packaging material requirements. Businesses should consider machine durability, temperature control features, conveyor design, and maintenance accessibility before purchasing equipment. Reliable packaging systems can improve productivity while supporting consistent product quality across different stages of manufacturing and distribution operations. Choosing energy-efficient and user-friendly equipment can also help reduce operational costs and simplify daily production processes.
Conclusion
Shrink tunnel systems continue playing an important role in modern packaging operations by improving packaging consistency, product protection, and production efficiency. Advanced heat control systems and automated features help manufacturers maintain high packaging standards across various industries. As packaging technology continues evolving, many businesses also invest in advanced solutions such as the POF shrink film machine for flexible and durable shrink packaging applications.
Comments
Post a Comment