How Shrink Packaging Improves Product Safety and Efficiency

In today’s competitive market, packaging is more than just a protective layer—it plays a vital role in product presentation, safety, and logistics. Among the many packaging technologies available, shrink packaging has emerged as one of the most efficient and widely used solutions across industries. It offers a secure, visually appealing, and cost-effective way to package products of various sizes and types.
From retail goods to industrial items, shrink packaging provides a tight seal that enhances product integrity while maintaining transparency. As businesses continue to seek better ways to streamline operations and improve product appeal, understanding the importance and functionality of shrink packaging becomes essential.
What is Shrink Packaging?
Shrink packaging is a process in which a plastic film is wrapped around a product and then heated so that it shrinks tightly around the item. This creates a secure and protective covering that conforms to the product’s shape.
The process typically involves two stages: sealing the film around the product and then applying heat through a shrink tunnel or chamber. Once heated, the film contracts, forming a snug and durable package.
This method is widely used because it combines functionality with aesthetics, offering both protection and a polished appearance.
How Shrink Packaging Works
The shrink packaging process begins with placing the product inside a shrink film. The film is then sealed using specialized equipment. After sealing, the product passes through a heat source, such as a shrink tunnel, which causes the film to shrink and tightly wrap the item.
This method ensures that the packaging fits perfectly around the product, eliminating excess material and providing a clean, professional finish.
Benefits of Shrink Packaging
Enhanced Product Protection
Shrink packaging acts as a protective barrier against dust, moisture, and physical damage. It helps preserve product quality during storage and transportation.
Improved Product Presentation
The clear and glossy finish of shrink film enhances product visibility, making it more appealing to consumers. This can positively impact purchasing decisions.
Tamper Resistance
Shrink-wrapped products provide a clear indication if the packaging has been opened or tampered with, ensuring product safety and consumer trust.
Cost Efficiency
Compared to other packaging methods, shrink packaging is relatively affordable and requires less material. It also reduces labor costs when automated systems are used.
Versatility
Shrink packaging can be used for a wide range of products, including food, electronics, cosmetics, and industrial goods. It is also suitable for bundling multiple items together for easier handling.
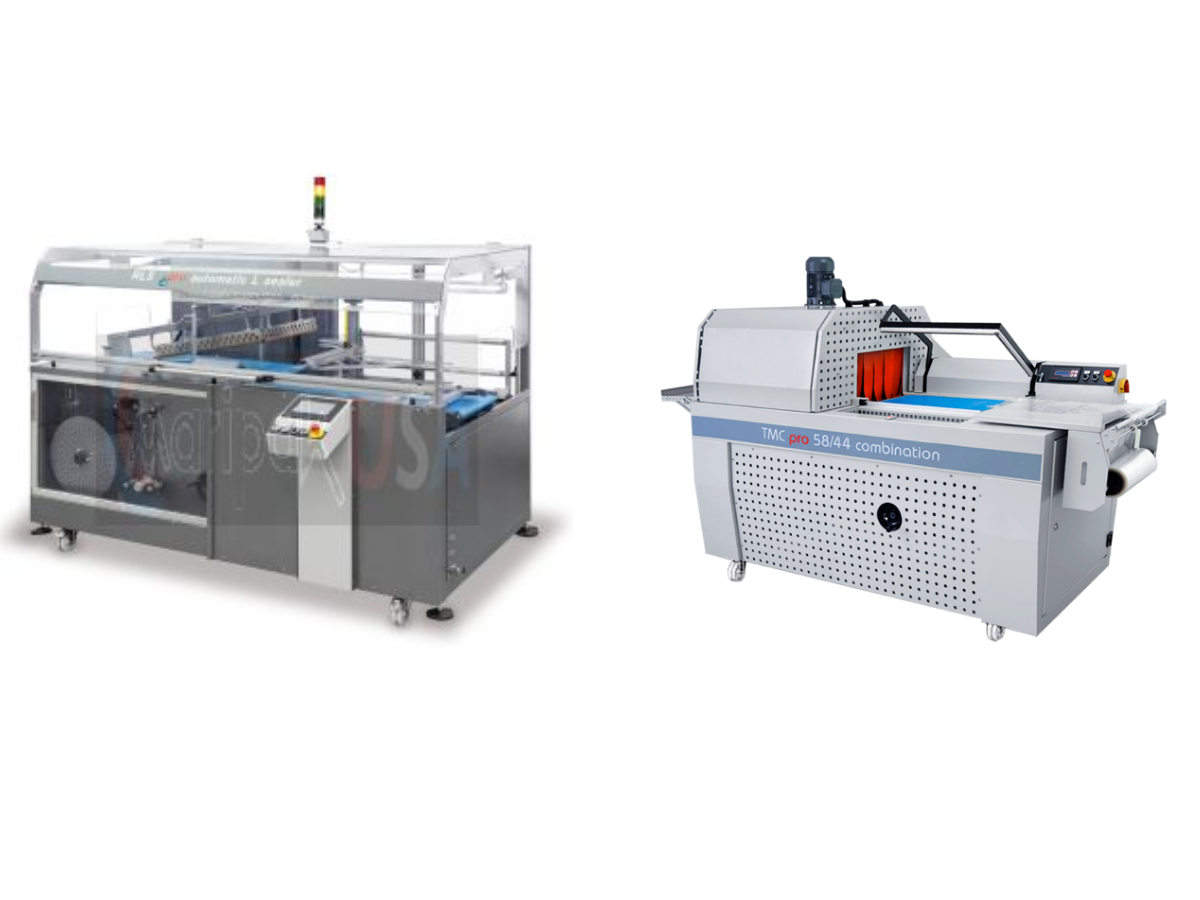
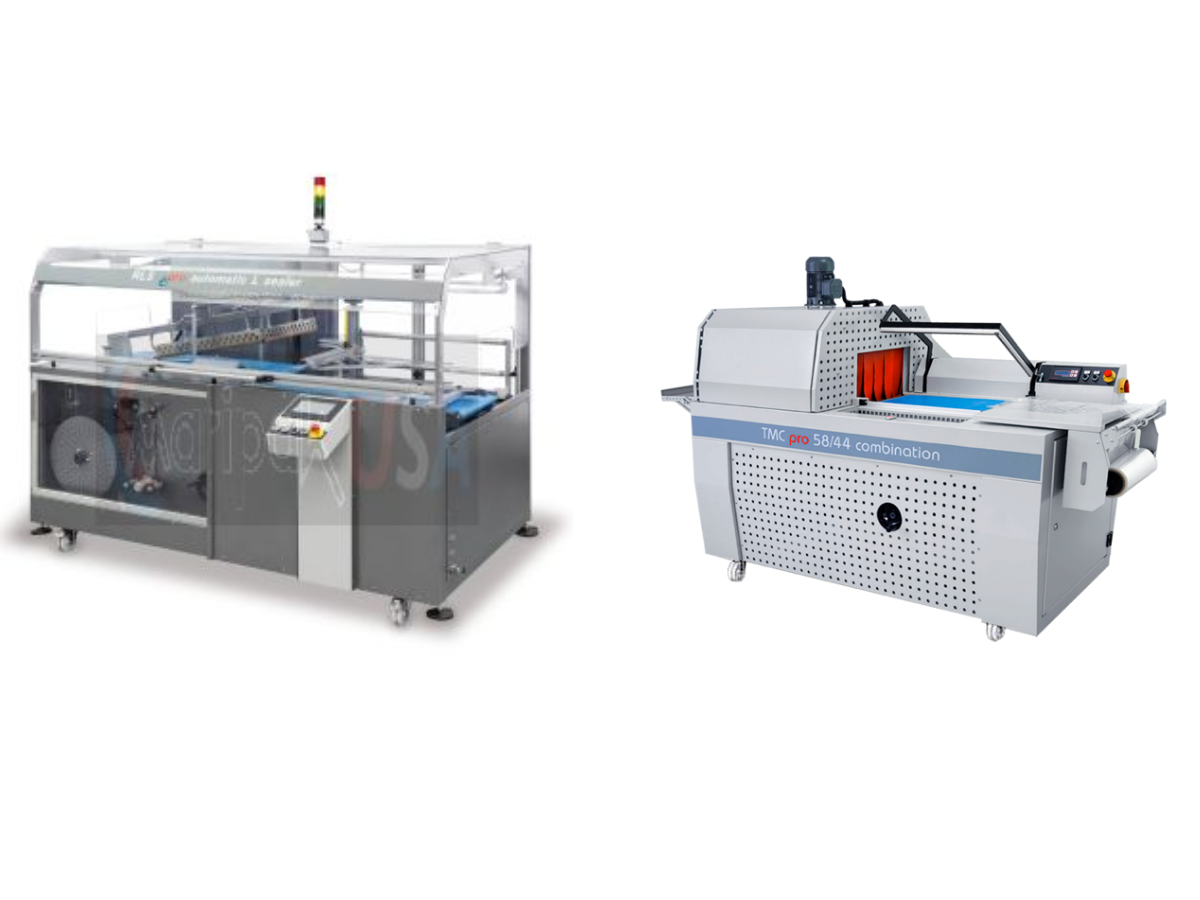
Role of Automatic Shrink Wrap Machines
Automation has significantly improved the efficiency of shrink packaging processes. An automatic shrink wrap machine allows businesses to package products at high speed with minimal manual intervention.
These machines are designed to integrate into production lines, using conveyors and sensors to handle packaging tasks efficiently. They can process large volumes of products per minute, making them ideal for high-demand operations.
Automatic systems also ensure consistent quality, reduce human error, and improve overall productivity, making them a valuable investment for growing businesses.
Types of Shrink Packaging Machines
Manual Machines
Manual machines are suitable for small-scale operations. They require operator involvement but are cost-effective and easy to use.
Semi-Automatic Machines
These machines offer a balance between manual and automated functions, improving efficiency while maintaining some level of control.
Fully Automatic Machines
Fully automatic machines are designed for large-scale production. They operate with minimal human input and deliver high-speed, consistent packaging results.
Applications of Shrink Packaging
Shrink packaging is used across various industries due to its adaptability. Common applications include packaging food products, bundling beverages, protecting electronics, and securing industrial goods.
It is also widely used for grouping products together, making transportation and storage more efficient. Additionally, shrink packaging helps maintain product cleanliness and prevents contamination.
Key Considerations When Choosing Shrink Packaging
When selecting shrink packaging solutions, businesses should consider factors such as production volume, product type, and packaging requirements.
Choosing the right film material, such as PVC or polyolefin, is also important for achieving the desired results. Additionally, investing in the right machinery can significantly impact efficiency and long-term cost savings.
Maintenance and Best Practices
Regular maintenance of shrink packaging equipment is essential to ensure optimal performance. This includes cleaning sealing components, monitoring temperature settings, and replacing worn-out parts.
Proper maintenance not only improves efficiency but also extends the lifespan of the equipment, ensuring consistent packaging quality.
Conclusion
Shrink packaging continues to be a reliable and efficient solution for modern packaging needs. Its ability to provide strong protection, enhance product presentation, and improve logistics makes it a preferred choice across industries. As businesses continue to optimize their operations and adopt advanced technologies like an automatic shrink wrap machine to improve speed and consistency, it becomes easier to scale production while maintaining quality standards. This combination of efficiency and reliability ensures long-term success in competitive markets.
Comments
Post a Comment